کاتالوگ قطعات استاندارد قالب lubo
کاتالوگ قطعات استاندارد قالب برای قالبهای پرس وتزریق پلاستیک شرکت lubo به همراه فایلهای cad آنها
+ نوشته شده در سه شنبه ۱۲ اردیبهشت ۱۳۹۱ ساعت 11:55 توسط مهدی کارگزاری
|
کاتالوگ قطعات استاندارد قالب برای قالبهای پرس وتزریق پلاستیک شرکت lubo به همراه فایلهای cad آنها

كلیات : در رابطه با وسایل اندازه گیری
در كارگاه ماشین های ابزار هر قطعه می بایستی به طور دقیق و به اندازه لازم تراشیده شود و به همین جهت ، یكی از كارهای اساسی در تولید هر قطعه ،اندازه گیری می باشد . دقت در اندازه گیری قطعات بسیار مهم و لازم است . زیرا كه باید مطمئن شویم قطعات بعد از عملیات تراشكاری به طور مناسب با یك دیكر مونتاژ ( یا بر هم سوار یا منطبق ) خواهند شد . در صورتیكه هنگام اندازه گیری بی احتیاطی شود و به طور صحیح عملیات اندازه یگری صورت نگیرد ،وقت و مواد مصرف شده ، هدر رفته و كار انجام شده بی ارزش تلقی می گردد.
وسایل اندازه گیری طول را می توان به دو دسته تقسیم كرد : مستقیم و غیر مستقیم
وسایل اندازه گیری مستقیم :
مقدمه:
بر مبنای یک تعریف قدیمی ،فولاد های آلیاژی از آهن و کربن هستند که در اکثر حالات دارای انعطاف و شکل پذیری مناسبی می باشند.مقدار کربن در فولاد تا حدود 7/1 درصد متغیر بوده و از طرف دیگر عناصری نظیر منگنز و سیلیسیم در مقادیر کمتر از 1 درصد و گوگرد و فسفر در مقادیر جزیی به عنوان ناخالصی در فولاد موجود هستند.
امروزه تعریف فوق نمی تواند تمام فولاد ها را شامل شود زیرا فولاد هایی وجود دارند که مقدار عناصر آلیاژی متشکله آنها گاه از مرز 50 درصد نیز تجاوز می کند.
ترکیبی از استحکام بالا و قابلیت چکش خواری، فولاد ها را از دیگر آلیاژها و مواد فلزی متمایز می سازد.فولاد ها در مقابل اعمال تنش های متغیر و نیروهای ضربه ای بسیار مقاوم بوده و از طرف دیگر امکان استفاده از آنها در درجات حرارتی زیر صفر (100- درجه سانتیگراد)و حرارتی بالا(تا 800 درجه سانتیگراد و گاه بالاتر از آن)وجود دارد.استفاده از عناصر آلیاژی نظیر نیکل، کبالت،مولیبدن و تنگستن ، این خانواده از آلیاژهای صنعتی را برای مصرف در درجات حرارتی بالا مناسب نموده است.
چون تعداد و انواع فولاد ها بسیار زیاد است و خواص آنها اعم از : مکانیکی،فیزیکی،شیمیایی و متالورژیکی نیز بسیار متنوع می باشد و به علاوه با عملیات مختلف نظیر : ریخته گری،مکانیکی (شامل نورد،کشش،فشار و ...)عملیات حرارتی(دوباره پخت،آب دادن ،برگشت و ... )،عملیات شیمیایی (مانند سمانتاسیون،نیتروراسیون،سیانوره و ... )،تغییر حالت می دهند،لذا مطالعه کامل فولاد ها بسیار مفصل و طولانی است به همین علت در این قسمت فقط به مطالعه فولاد های ریختگی که در متالورژی صنعتی از اهمیت ویژه ای برخوردار هستند پرداخته می شود.
لازم به توضیح است که امروزه ریخته گری فولاد اهمیت زیادتری پیدا کرده است و تهیه بسیاری از قطعات فولادی که قبلا با آهنگری و پرس انجام می گرفت،اکنون با روش ریخته گری تولید می شود.فولاد ها ممکن است بر حسب :ترکیب شیمیایی(ساده کربنی،مخصوص،کم عیار و مخصوص پر عیار)،جنس و یا دقت در کنترل جنس (متوسط،خوب و عالی)،روش تهیه (زیمنس مارتن،بسمر،توماس،ال دی و الکتریکی)یا از نقطه نظر کاربرد تقسیم بندی شوند.از لحاظ کاربرد و مصرف فولاد ها را می توان به صورت زیر تقسیم بندی کرد:

ابزارهاي برشي براي اينكه بتوان فلزات مختلف را به طور ساده تراشيد، لازم است كه از ابزارهاي برشي مناسبي استفاده كرد تا بتوانيم در عمليات ماشينكاري، درست عمل كنيم؛ يعني با انتخاب درست جنس قطعة كار و جنس ابزارهاي برادهبرداري، عمر ابزار خود را افزايش بدهيم و نيز كيفيت كار خود را بالا ببريم. در اين مقاله سعي شده است در ديدي كلي، انواع ابزارهاي برشي را معرفي كرده و معايب و محاسن آنها را در مقايسه با هم بيان كنيم. انواع ابزارهاي برشي عمر ابزارهاي برشي به عوامل گوناگوني بستگي دارد. يكي از اين عوامل، جنس خود ابزار است. انواع ابزارهاي برشي عبارتند از: 1- فولادهاي تندبْر HSS ؛ 2- آلياژهاي ريختني كبالت؛ 3- كاربايدها؛ 4- سراميكها و سرمتها؛ 5- CBN ؛ 6- الماسها. در هنگام انتخاب ابزار برش مناسب براي يك سري عمليات، ميبايست به وسيلة مقايسه مشخصات فلز، آن ابزار برش را انتخاب كرد. اين مشخصات شامل توجه به نكات زير است:
 رونالد والش
رونالد والش
تعداد صفحات : 384 | 2009 | انتشارات مک گراوهیل | 5 مگابایت | پی دی اف
این کتاب با دسترسی سریع به محاسبات ماشینکاری برای دفاتر فنی و یا کارخانجات تولیدی با فهرستی از :
عملیاتهای محاسباتی از مقدماتی تا پیشرفته
راهنمائی برای عملکرد ، مواد ، طراحی ، برنامه نویسی و ..
آخرین مشخصات استانداردهای ISO و ANSI
مثالهای حل شده
محاسبات دنده ، زنجیر ، فنر ، پیچ و مهره ، بادامک ، اهرم ، فلانج ، سوراخکاری ، برقوکاری ، ماشینکاری ، گردتراشی ، تنش ، خمش ، پیچش و …
محاسبات تلورانسهای انطباقی
استفاده آسان از جداول ، نمودارها و فرمولها
بدست آوردن جواب سریع سئوالهای شما
این هندبوک بی نظیر برای مهندسان ، تعمیرکاران ، تولیدکنندگان و صنعتکاران در جهت رفع نیازهای مرسوم تهیه و تدوین شده است .
دانلود در ادامه مطلب
ماشین حساب مهندسی حرفه ایی دقیق و کارا
DreamCalc Professional Edition v4.5.0

ماشین حساب موجود در خود ویندوز، ماشین حسابی مناسب برای محاسبات ساده و رده پایین به حساب می آید! وجود این ماشین حساب در سطح ویندوز می تواند نیازهای روز مره ی کاربران زیادی که نیاز اولیه به ماشین حساب دارند را تامین کند! اما برای آن دسته از کاربرانی که در حال مطالعه و تحقیق علوم مهندسی بوده و یا مشغول محاسبات پیشرفته در علوم حسابداری می باشند این ماشین حساب عملا کاربردی ندارد! از طرفی اگر این دسته از کاربران فعالیت های روز مره ی خود را در درون کامپیوتر شخصی پیگیری میکنند ، بسیار سخت خواهد بود که از یک ماشین حساب جدا و در کنار سیستم خود استفاده کنند، لذا بهترین راهکار برای این دسته از کاربران، استفاده از نرم نرم افزارهای حرفه ای ماشین حساب در خود سطح ویندوز می باشد!!
DreamCalc Professional نام یک ماشین حساب دقیق، پیشرفته، کارا و بسیار سریعی است که در محیط ویندوز نصب شده و تمامی اعمال و محاسبات را در کمترین زمان ممکن و با بالاترین ظریب دقت انجام میدهد! این ماشین حساب حرفه ای با دارا بودن انواع و اقسام گزینه های محاسباتی دایره و مثلثاتی، قادر است تا پیچیده ترین محاسبات ریاضی مهندسی را در کمترین مدت زمان ممکن انجام داده و جوابی دقیق و بدون مشکل را نمایش دهد !! قابلیت رسم نمودار بدون مداخله ی دست، نمایش هندسی، ذخیره و بازگردانی اطلاعات،ظرب توابع و توان ها، اعمال تمامی عملیات اصلی در ریاضی و علوم مهندسی،ارائه ترسیمات دو بعدی و سه بعدی هندسی و غیره .. از جمله مهمترین امکانات و عملکردهای این ماشین حساب بسیار پیشرفته می باشد! در برابر حجم کم این نرم افزار، این همه کارایی موجود تا حدودی دور از واقعیت به نظر میرسد، اما کمپانی سازنده DreamCalc Professional ثابت کرده است که در این رده، اولین و بهترین گروه طراح محاسباتی را در اختیار دارد که با جمع آوری بسته ی نرم افزاری بی نظیر، باعث ارائه خدمتی نو به کاربران شده است !
قابلیت های کلیدی نرم افزار:
- انجام محاسبات پیشرفته ی ریاضی و دیگر علوم مهندسی
- اتمام معادلات پیشرفته ی تک یا چند مجهولی
- رسم نمودارهای هندسی
- رسم نمودارهای پیشرفته بدون دخالت دست در حالت های دو بعدی و سه بعدی
- پشتیبانی قدرتمند بالغ بر 260 تابع از جمله : مثلثاتی،هایپربولیک،تاریخی ،آماری،مالی
- قابلیت ذخیره سازی و بازگردانی اطلاعات موجود در حافظه ی نرم افزاری
- قابلیت پشتیبانی از Clipboard ویندوز
Clipboard :قسمتى از حافظه کامپیوتر که به منظور ذخیره داده اى که از یک فایل یا برنامه دیگر منتقل مى شود کنار مى گذارند!
- قابلیت استفاده از نظام برنامه نویسی در محیط ماشین حساب
- سازگاری با تمامی نسخه های سیستم عامل همچنین سیستم عامل ویستا
قابلیت استفاده از تاریخ و توابع در ماشین حساب
- و ...

Effect Of Tool Geometry شکل و هندسه ابزار روی اکثر معیار های عمر ابزار مانند کیفیت سطح ، نیروی براده برداری (wear land و crater wear) دقت قطعه کار، شکست کامل ابزار، و درجه حرارت تاثیر دارد. در حین ماشینکاری، ابزار به دو صورت مختلف تغییر شکل می دهد: • فرسایش ابزار باعث جدا شدن ذراتی از ابزار می شود. از طرفی زاویه براده زیاد باعث کم شدن استحکام مکانیکی ابزار برنده و شکست ابزار در اثر اعمال نیرو های مکانیکی زیاد می شود .
تاثیر شکل ابزار
بنابراین شکل و هندسه ابزار اهمیت زیادی دارد و در صورت نیاز باید توسط سنگ زنی شکل مناسب را در ابزار ایجاد کرد .
• تغییر شکل پلاستیک باعث تغییر شکل ابزار می شود.
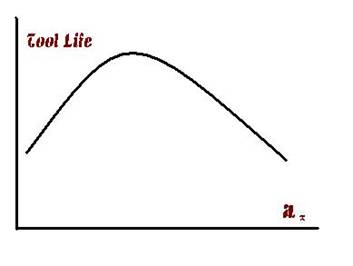
از مهمترین زوایای ابزار برنده زاویه براده است(normal rake angle) که به دو صورت مختلف روی عمر ابزار تاثیر می گذارد:
• هر چه زاویه براده بیشتر باشد نیرو های براده برداری کاهش یافته و براده راحت تر روی سطح براده حرکت می کند . بنا بر این ابزار تحت نیرو های کمتری قرار گرفته و عمر ابزار افزایش می یابد.
• از طرف دیگر با افزایش زاویه براده مجرای عبور حرارت کم شده با افزایش درجه حرارت عمر ابزار کاهش می یابد.
تاثیر زاویه براده روی حرارت: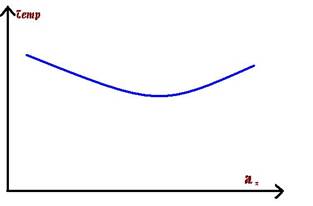
چگونگی توجیه عمر ابزار بر اساس معادلات تیلور به این گونه است که با تغییرات هندسه ابزار وجنس قطعه کار x,C در معادله تیلورتغییر می کنند .
effect of tool material
تاثیر جنس ابزار
انواع قالبها
پلاستيك ها به دو گروه تقسيم مي شوند:
ترموپلاستيك
ترموست (باكاليت)
- قالبهاي ترموپلاستيك:
گروه ترموپلاستيك ها يا گرمانرما كه بر اثر ديدن حرارت خميده گشته وبا كم شدن ميزان گرما سختي خود را بدست مي آورند و تغييرات شيميايي در آنها صورت نمي گيردو بعد از تزريق، شكل محفظه قالب را به خود مي گيرد.
در قالب گيري تزريقي ماده ترموپلاست گرم محفظه قالب را پر مي كند در اين روش ماده ترموپلاست گرم و محفظه قالب سرد است كه پس از تزريق مواده به شكل و فرم قالب در مي آيد و سخت مي شود.
از ديدگاه ديگر مواد ترموپلاست به موادي گفته مي شود كه پس از يك يا چند بار مصرف در فرآيند توليد دوباره قابل استفاده مي باشد. اين مواد به شكل دانه يا پودر در ماشين تزريق ريخته مي شود.
ساختمان قالبهاي تزريقي:
قالب هاي پلاستيك ازنظر كلي به دونوع تقسيم مي شوند:
دریافت مقاله به صورت ترجمه ی فارسی
دریافت اصل مقاله به صورت انگلیسیمترجم:بهشاد محمودی
براي الماسه هاي تراشكاري آنها را از روي حروف و علامت هاي
اختصارات مخصوص مي توان شناسايي كرد كه اين علامت اختصارات به صورت ده فاكتور بيان
مي گردد. (XXXXfffXXf)
1- شكل ظاهري الماسه: اولين حرف الماسه از چپ بيان
كننده شكل ظاهري و اندازه زاويه اي الماسه است كه مي تواند مربع ، مثلث، لوزي و…
باشد.
2- زاويه آزاد : دومين حرف الماسه بيان كننده زاويه
آزاد لبه برنده الماسه است با توجه به اندازه هاي آن داراي علائم مشخصي است (مثلاً A=3)
3- تلرانس : سومين حرف الماسه تلرانس است در واقع
فاصله ميان خط مماس به دايره
IC در الماسه و خط مماس به قله يك الماسه را تلرانس الماسه گويند كه
داراي مقادير متفاوتي مي تواند باشد.
دايره
(internal circle) IC : براي آنكه سنبه وماتريس با دو تكه قالب يكديگر
را شناسند و دقيقا در مركز كار روي هم بيفتند ويكديگر را پيدا كنند لازم است دو
دايره محاطي در داخل سنبه و ماتريس وجود داشته باشد تا مركز دو دايره دقيقا روي هم
قرار گيرد يا در حد تلرانس ميكرون از يكديگر فاصله گيرند.
4- شكل شيار و سوراخ : چهارمين حرف الماسه مربوط به
شكل شيار و سوراخ و براده شكن الماسه مي باشد كه با توجه به وجود يا عدم وجود
سوراخ يا شكل سوراخ آن (داراي سوراخ استوانه اي يا استوانه اي يك سر خزينه يا دوسر
خزينه) تغيير مي كند.
5- طول لبه برنده : پنجمين فاكتور حرف الماسه مربوط
به طول لبه برنده ست كه براساس سيستم متريك است .
6- ضخامت الماسه : ششمين فاكتور الماسه مربوط به
ضخامت آن است كه با توجه به هر مقدار آن استانداراي براي آن تعريف گرديده است
مانند 01=1.59)
)
7- زاويه گوشه الماسه : هفتمين فاكتور الماسه مربوط
به ميزان R يا زاويه گوشه اي الماسه است كه با توجه به مقادير متفاوت آن
استانداردهاي براي آنتعريف شده است كه هرچه R بزرگتر بوده كارتراش خشن تر است و هرچه R كوچكتر بوده به مرحله پرداخت نزديكتر است .
8- شكل لبه برنده : هشتمين حرف الماسه نشان گر شكل
لبه برنده الماسه است كه مي تواند T,E,F يا S باشد يعني مي تواند مستقيم يا با Fillet يا
chamfer يا هر دو باشد.
9- جهت حركت و برش:نهمين حرف الماسه مربوط به جهت
برش الماسه مي گردد كه راست گرد است(R ) يا چپ گرد L) ) يا نرمال(N ) است.
10- براده شكن: دهمين حرف الساسه براده شكن (chipbreaker ) است
.
هر الماسه در مسير حركت خود قطعه مورد نظر را مي تراشد و بار
برداشته شده اگر از ميسر حركت الماسه خارج نشود مانع از براده برداري خوب شده و يا
الماسه را مي شكند
براده شكن مسئوليت شكست يا تغيير مسير حركت براده را بعده دارد
براده شكن ها در شيبهاي
-a,+a 0, تنظيم مي شوند هر چه اين شيب از سمت صفر به +a افزايش يابد براده برداري كمتر است يا در واقع باركمتري از قطعه بر
مي داريم كه در نهايت به مرحله پرداخت (fine )مي رسيم چون در اين مراحل براده ها سبك بوده
براده شكن طوري طراحي مي شود كه با شيب مثبت آنها را به سمت بالاي كار هدايت مي
كند حال هرچه از سمت صفر به سمت -a نزديك شديم برداه برداري افزايش مي يابد و در
نهايت به مرحله خشن تراشي
مي رسيم در اين مرحله برداه ها سنگين بوده و تحت تاثير نيروي وزن
خودشان مايلند كه به سمت پايين منحرف شوند پس براده شكنها با شيب منفي برارده ها
را به سمت پايين هدايت مي كنند البته هميشه نياز به براده شكن نيست مثلاً در براده
برداري 3تا5/3 مي توان از براده شكن در مدار خاصي استفاده نكرد كد گذاري براده شكن
ها هم بستگي به تعريفي دارد كه براي آنها در نظر مي گيرند كه معمولاً به صورت زير
است
براده شكن با كدab :
a :راهنماي مقدار بار مثلاً عدد3 بيان كننده 0.03 mm/rev مي باشد
b: الف :1-5 ــ داراي لبه برش مستقيم
ب: 6-9 ــ لبه برش منحني
كه البته در بسياري از شرايط كه براده شكنها خاص باشند و بر روي
الماسه هاي خاص تعريف شوند از اين قانون تعبيت نمي كنند .
کلیات
مشکل عمده ای که مبتدیان در شروع کار طراحی قالب با آن روبرو هستند این است که چگونه و از چه بخشی از قالب طراحی را آغاز کنند.در این فصل یک روش مرحله ای در طراحی قالب ارائه خواهد شد.
در عمل،نقشه قالب شامل سه نما است:یک نما از نیمه متحرک ،یک نما از نیمه ثابت و یک برش جانبی از هر دو نیمه .در نقشه مونتاژ قالب بایستی جزئیات تا اندازه ای ترسیم شود که نقشه کش بتواند با استفاده از آن نقشه های اجرائی قطعات قالب را ترسیم نمایند معمولا این دو نیمه شامل یک نمای پلان از دو نیمه متحرک و یک نمای برش جانبی از هر دو نیمه است.
مراحل عملی طراحی یک قالب نمونه در هفت مرحله و با یک صد عملیات کاری تا تکمیل قالب ارائه می شود.این مراحل از تعیین موقعیت محفظه ها در قالب شروع و با کنترل نهایی نقشه ها تمام می شود .شماره عملیات در تمامی مراحل در نقشه ها و توضیحات مشخص شده است .
مرحله A :تعیین موقعیت اولیه اینسرتها
فولادهای ابزاری گرمکار به طور کلی این دسته از فولادها به چهار نوع مختلف با موارد مصرف مشخص، تحت استاندارهای بین المللی تعریف شده در این زمینه تقسیم شده اند که هر یک از آنها به شرح زیر می باشند. |
نوع اول پس از آبکاری و برگشت، سختی و استحکام خود را در حرارت زیاد حفظ نموده و جهت ساخت |
در سایت زیر شما میتوانید تمام آموزشهای مورد نیاز در مورد ساخت قالب را ببینید :
1-فناوریهای ساخت قالب تزریق
2-فولادهای قالبهای تزریق پلاستیک وتامین کنندگان آنها
3-سیستمهای راهگاهی تزریق و خروجی هوای قالب
4-پولیش کردن قالب
5-تکنیکهای مورد استفاده برای خنک کاری (قالب راهگاه سرد) وگرمکاری (قالب راهگاه گرم)
6-روشها ,تجهیزات وسیستمهای مورد استفاده برای کنترل قالب
7-همه چیز در مورد قالبگیری تزریقی,ماشینهای تزریق ,کنترل فرآیند, پلاستیکهای گرما نرم و چرخه تزریق
پلاستیک
برای مشاهده اینجا کلیک کنید
Machinery’s Handbook, 27 Edition

Franklin D. Jones, Holbrook L. Horton, Henry H. Ryffel, and Erik Oberg
Industrial Press | 2004 | ISBN: 0831127007 | 2690 pages | PDF | 22 MB
کتابی برای مهندسان ساخت و تولید . این کتاب حاوی کاملترین و بروزترین اطلاعات و داده های مربوط به صنایع مکانیکی است . راهنمائی کاربردی و آسان همراه با جداول و داده های مربوط به ماشین سازی و ابزارسازی در قرن 21 .
ویژگی های نسخه 27
- استانداردهای بروز شده
- جدیدترین جداول مربوط به استانداردهای پیچ ، مهره ، تسمه ، ابزارهای برش ، خواص مواد و متالوژی ، ورقکاری ، ماشینکاری ، فرزکاری ،و..
- مباحث ریاضی از پایه تا پیشرفته ، از اعداد مثبت و منفی ، مشتق و انتگرال ، هندسی تحلیلی ، ماتریس و اقتصاد مهندسی
دانلود در ادمه مطلب
ایوانا سوچی /ویرایش سوم / WinRAR /10.3 MB
در این مقاله طراحی قالب تزریق جهت بررسی نمونه تست پیچش و آنالیز گرمایی قالب جهت درک اثر تنش پسماند حرارتی در قالب ارائه شده است.
دریافت مقاله به صورت ترجمه ی فارسی
دریافت اصل مقاله به صورت انگلیسی

شرح مختصر : روش قالبگیری تزریقی باید پاسخگوی درخواست روزافزون محصولاتی با کیفیت بالا و در عین حال با قیمت مناسب باشد . دسترسی به این هدف در صورتی ممکن است که قالبگیری کنترل کافی بر فرآیند قالبگیری داشته و همچنین شکل قطعه ، متناسب با مشخصات ماده قالبگیری و روش تغییر شکل آن باشد و همچنین باید ساخت قالبی که در تولید مجدد محصول ، صحت ابعادی و کیفیت سطحی را حفظ کند ممکن باشد . بنابراین ساخت قالبهای تزریق باید با بالاترین دقت انجام شود . از این قالبها انتظار می رود در حالیکه در فرآیند قالبگیری تحت بار شدید قرار می گیرند به صورت مکرر و قابل اطمینان قطعه تولید کنند و همچنین به دلیل هزینه زیاد ساخت این قالبها ، عمر مفید آنها ، باید زیاد باشد . عمر مفید قالب و کارآیی آن علاوه بر طراحی اولیه و نگهداری در حین تولید به عواملی مانند جنس ، عملیات حرارتی و ماشینکاری آن بستگی دارد.
| مقاله پیرامون تکنیکهای قالب سازی (59) | |
| رمز عبور : www.majaleha.com | |
| منبع : majaleha.com |
آموزش AutoCAD Electrical 2010:

نرم افزار AutoCAD Electrical 2010 یکی از معتبرترین نرم افزارهای طراحی المان های الکتریکی بصورت دو بعدی در سرتاسر دنیا می باشد. با استفاده از این نرم افزار قادر خواهید بود به سادگی به طراحی ، تجسم و ارائه هر چه موثرتر طرح ها و ایده های خود بپردازید. در این نسخه از نرم افزار AutoCAD Electrical قادرخواهید بود از ویژگی ها و ابزارهای قدرتمند آن برای طراحی ، ارائه و مقیاس گذاری هر چه ساده تر و سریع تر طرح ها و مدارات الکتریکی استفاده کنید.
در این مجموعه آموزشی با مفاهیم و کاربردهای نرم افزار AutoCAD Electrical 2010 و همچنین چگونگی استفاده ازاین نرم افزار برای تحقق اهداف و طرح های خود در طراحی ، مقیاس گذاری و ارائه طرح های دوبعدی المان های الکتریکی را خواهید آموخت.
در ادامه با برخی از سرفصل های درسی این مجموعه آموزش اتوکد آشنا می شویم :
آشنایی با نرم افزار AutoCAD Electrical 2010 شامل 1 درس
آشنایی با محیط کاربری یا Interface نرم افزار اتوکد Electrical شامل 6 درس
آموزش مقدمات و اصول اولیه شروع به کار طراحی یک المان الکتریکی با استفاده از AutoCAD Electrical شامل 10 درس